全國咨詢服務熱線::0755-82579948?

作者: 深圳市鴻發順達殼體有限公司發表時間:2019-09-26 10:31:46瀏覽量:4743【小中大】
鋁型材殼體噴涂層通常需要二次固化。 鋁材料進入固化爐。 固化溫度通常在180℃至250℃之間,并且固化時間為15-25分鐘。 產生了不同的碳氟化合物涂層。 制造商將根據自己的涂層提供最佳的溫度和時間。 氯碳噴涂根據自己的經驗將鋁型材殼體三種噴霧的兩種固化改為一種固化的效果。
鋁型材殼體的表面質量也難以克服:翹曲,變形,黑線,顛簸和白線。 設計人員的高水平以及合理的模具設計和生產工藝,可以避免上述缺陷不太明顯。 檢驗缺陷應按照國家檢驗方法進行,即視線在40?50CM范圍內,以區別缺陷。 但是它也有自己的用途,也有自己的用途。
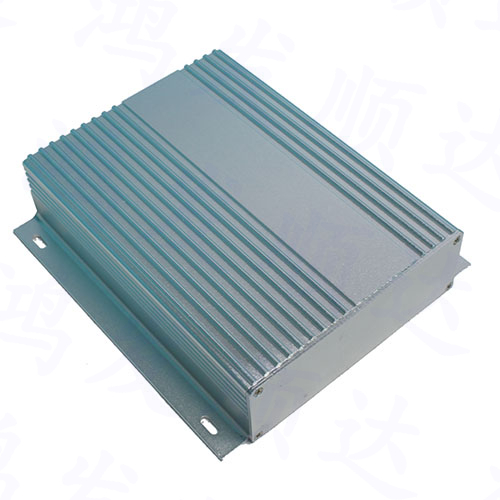
特別是對于近來來所倡導的LED節能燈來說,外殼成了一大附加產品。鋁型材外殼是該行業中使用最廣泛的有色金屬結構材料之一,并已廣泛用于航空航天,航空航天,汽車,機械制造,船舶和化學工業。 鋁型材是通過熱熔和擠壓獲得的鋁材,以獲得不同的橫截面形狀。
控制器鋁型材外殼是按照預定順序改變主電路或控制電路的接線和改變電路中電阻值來控制電動機的啟動、調速、制動和反向的主令裝置。外殼按材質來分,外殼可以分為金屬外殼,塑料外殼等。外殼的應用一般都在機械產品、數碼產品及燈具產品多。
除了在外殼中的應用外,鋁型材還廣泛用于家具中:篩架,各種懸掛梁,桌腿,裝飾條,手柄,電線槽和蓋子以及椅子管。 等等,可以用于不斷變化的設計和應用! 鋁型材外殼的生產過程主要包括鑄造,擠壓和著色三個過程。
其中,鋁型材殼體加工的上色主要包括:氧化,電泳涂裝,碳氟化合物涂裝,粉末噴涂,木紋轉移等工藝。
 粵公網安備 44030902000996號
技術支持:國人在線 免責聲明 網站地圖關注官方網站
粵公網安備 44030902000996號
技術支持:國人在線 免責聲明 網站地圖關注官方網站